当前位置:
当前位置: 斜楔机构的设计选型及安装调试
 发布时间:2024-06-26
发布时间:2024-06-26斜楔机构用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率不错;屈强比低;加工硬化性低。在实际生产中常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的冲压性能,以成品质量和高的合格率。上置斜楔主要是按工艺分类,可分为分离工序和成形工序两大类。分离工序也称冲裁,其目的是使冲压件沿轮廓线从板料上分离,同时分离断面的质量要求。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形状和尺寸的工件。在实际生产中,常常是多种工序综合应用于一个工件。冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的冲压工艺。
斜楔模具一般注意事项:
1、向斜楔模滑块上安装弹簧、汽缸时,根据其安装位置,斜楔滑块运动瞬间,设定的滑块需要考虑下述内容,来取得整体平衡。
a)尽可能安装在接近导滑面处(高度方向)。
b)尽可能安装在接近斜楔滑块两端的导轨部位(水平方向)。
2、模具结构设计时改成要综合考虑在不需要拆卸模具大的构件的前提下可以替换维修弹簧或者是汽缸;
3、斜楔滑块回程力的确定原则水平斜楔模(斜楔滑块总重量*1.0)以上倾斜。
斜楔机构可分为3种类型:
1、普通斜楔机构,滑块附着于下模,称为平楔。
2、滑块附着于上模,模具工作完后随上模上行,称为吊楔机构。
3、双动斜楔机构,斜楔制成以面为斜面,反侧块也做成滑块,当斜楔运动时可带动飘滑块,能实现一次完成板料负角弯曲。
由于斜楔机构装置的主要零件均为受力元件,因此在设计选型、安装调试、生产使用和维修保养时,应注意以下事项:
1、实际工作载荷(冲裁力)不能超过标准规定的额定载荷。
2、斜楔行程不能超过标准规定的大行程,也就是说,不能超过装置的闭合高度,否则将有可能造成斜楔机构的损坏。
3、凸模(或凹模)的安装应选择在标准规定的安装尺寸范围内,并尽可能靠近中心位置,以免造成偏载,影响使用寿命。
4、冲孔凸模悬臂不宜过长,建议选用快换结构标准件(如球锁式、键锁式凸模等),以便于易损件的换。
5、当需要对装置进行分解和再装配时,应防止零件表面擦伤、碰伤并防止铁屑、灰尘等杂物混入。滑动偶件间要及时涂润滑油脂,非工作表面涂防锈油脂。
6、当模具库存不用时,要及时清洁斜楔与滑块填充固体润滑剂的表面,并用棉纱涂以少量黄油,以脂挥发,降低含油率,影响自润滑效果和使用寿命。
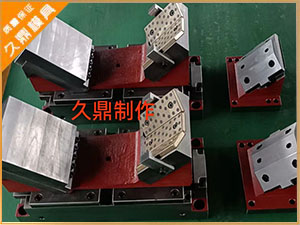
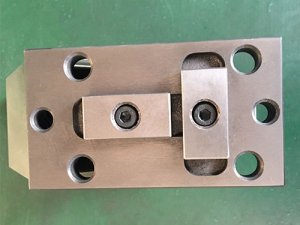
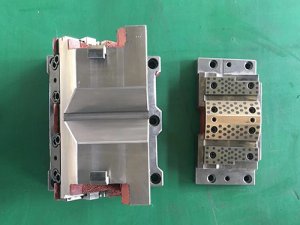
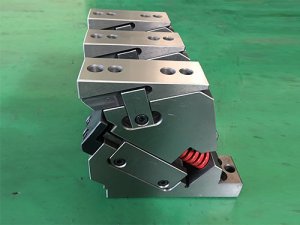
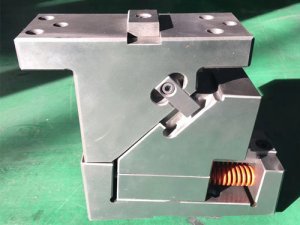
斜楔机构结构主要有:斜楔保持块、斜楔滑块和斜楔驱动块三部分构成;还包括导滑装置、限位装置和复位装置。导滑装置斜楔滑块在保持块和驱动块间顺利滑行,主要有:导板、导轨构成。限位装置斜楔滑块在开始接触点和下死点之间运动,主要由限位块、限位螺栓、挡板等构成。复位装置斜楔滑块在运动到下死点完成冲压工艺后,复位;从而为压力机顺利复位和完成下次冲压提供。主要由:斜楔弹簧、弹簧挡板、氮缸、氮缸固定板构成。
斜楔机构在汽车覆盖件模具将压力机冲压方向的运动转化为水平方向或者任意倾斜方向的运动,从而完成相应方向上的冲压加工。这些冲压加工工艺包括:冲孔、切槽、折弯、翻边、修边、剪裁等。通过运动传递来完成自动送料、脱料。通过设计为夹紧装置,用来压边、夹紧。
- 上一篇:斜楔机构的选型原则及类别
- 下一篇:你知道斜楔的结构形式有哪些吗?
热销产品
Product













备案号:冀ICP备18005912号-1
Copyright © 2018 - 2019 久鼎模具标准件 All Right Reserved.