当前位置:
当前位置: 一文讲解斜楔机构的三个结构因素
 发布时间:2024-07-24
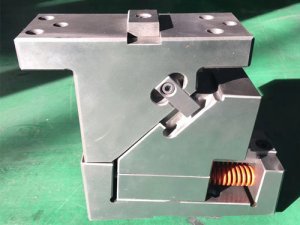
发布时间:2024-07-24斜楔机构由滑块、保持块和驱动块组成。斜楔滑块和保持块安装在上模座上,驱动块安装在下模座上。斜楔的上模带动保持块和滑块向下进行冲压运动,当滑块与驱动块接触时,驱动块驱动滑块在导滑轨道内完成冲压加工过程。两种悬吊式斜楔机构典型模具结构的装配模型抽象简化的过程,在经过模型拆分、抽象简化、重新组装后了相同的装配部件简化结构。其它不同工艺要求和使用场合的吊装式斜楔,也可以通过相同的方法抽象简化成同一个装配部件简化结构。由此可以得出,吊装式斜楔机构能够进行产品的配置设计,是一种可配置产品。
斜楔机构商品化才能发展,但商品化本身又遇到三方面的干扰:
1、市场不大,竞争激烈:商品化的市场还在初步形成阶段,而生产和销售厂商急剧增多,许多小企业用不正当手段进行竞争,我所在这个问题上深受其害。
2、销售渠道问题:企业要按市场的需要组织生产,销售是位的。当前销售的形式有两种:一是生产厂家,二是销售公司经销,按经验,后者是的。而汽车模具标准件的销售按此方法难以实现。我所曾在设立了近30个销售办事处,但实践结果问题不少,现在大部分撤消了。
在一些冷冲压模具的加工中,根据模具侧面的凸缘、切边、冲孔、切凹口等空间曲线往里弯曲进行生产制作时,如果用一般的那种曲柄压力机,由于这种压力机在滑块移动的过程中受到方向的限制,所以在具体的生产加工过程中用起来有所限制,要解决这种限制有三个方法供生产者选择:先是将占整个加工过程分割成不同的程序进行分别加工;个是借助压力机本身以外的压力来施力进行加工生产;后就是在以上两种方法都无法实现之时选取斜楔机构来达到模具生产的要求,这样不仅降低了成本,提升了速率,而且生产出来的冲压模具构造正确紧凑,质量,实现了冲压模具的便捷生产,扩大了冲压模具的应用区域,推动了其创新的步伐。
斜楔机构是有三个主要因素构成的:主动斜楔、作为受力方的从动斜楔、滑道。
1、连接方法,这三个装置互相连接,其相连的方法分为下冲、吊冲两种。下冲又分为下倾斜楔、水平斜楔和上倾斜楔。下冲下倾斜楔即斜楔机构三大要素之一的从动斜楔顺着往下的方向进行运动;水平斜楔也是从动斜楔顺着水平角度运动;同样是从动斜楔,上倾斜楔就是其往上的角度进行运动。而吊冲斜楔的主要运动装置为后挡块和滑块,二者挂于上模。使用下斜楔达到滑块运动的目的。
2、根据从动斜楔的多少,分为单动和双动斜楔。与个分类方法不同,在这个斜楔机构中,主动斜楔起到了主要的作用,在作为单动斜楔时,其特点是主动斜楔发起单个的从动斜楔,它在单向生产的时候比较适当于使用。而双动斜楔,顾名思义,即主动斜楔发起一双从动斜楔,其使用范围为两个从动斜楔发挥不同的作用,一个从动斜楔进行加工,另一个从动斜楔则达到返件和定位的要求,或者两个从动斜楔同时进行同功能的加工,达到复合的双向效果。
3、按照滑块的依附形式,分为三种类型:①平常的斜楔机构滑块一般在下模方位;②当滑块位于上模方位的时候,冲压模具作业完后随着上模往上,这种斜楔机构称为吊楔机构;③作为双动斜楔机构可以一次就能是板料弯曲成负角,这需要斜面和滑块的相互运动即斜楔作业时带动滑块即可实现。
- 上一篇:聊聊斜楔机构具有哪些标准性能?
- 下一篇:没有了
热销产品
Product













备案号:冀ICP备18005912号-1
Copyright © 2018 - 2019 久鼎模具标准件 All Right Reserved.